
Det gick ganska fort. På fredag skickade jag in beställningen och i går kom kalendern. Man kan inte klaga på långsam leverans.
En fotokalender produceras så att man själv sätter in foton och text. Det är olika för olika firmor hur smidigt det går. Jag testade en hel del system och de flesta var ganska krångliga eller fungerade inte alls. Vissa använder sej av tryckerier och system utomlands och det kan vara ganska bökigt.Till sist hittade jag ett litet företag i Dalarna som hade ett enkelt och fungerande system.
I början var det litet bekymmer med betalningen men eftersom det var ett litet företag så var de mycket hjälpsamma och fixade alla problem. Det kan man inte säja om vissa stora företag där de struntar blankt i om deras system fungerar eller inte. De tycker att kunden får anpassa sej och därmed jämnt.
I år hade de i alla fall fått ordning på betalningssystemet så det var inga problem alls. Och med den supersnabba leveransen så blir man nog kvar som kund i framtiden också.
Från och med nästa vecka kan vi börja dela ut kalendrarna till beställarna. Det är väl ingen större brådska ännu eftersom nästa år börjar först om en och en halv månad. Men i god tid före jul kommer de absolut.
Tack till alla som beställt. Det var nytt rekord i år.
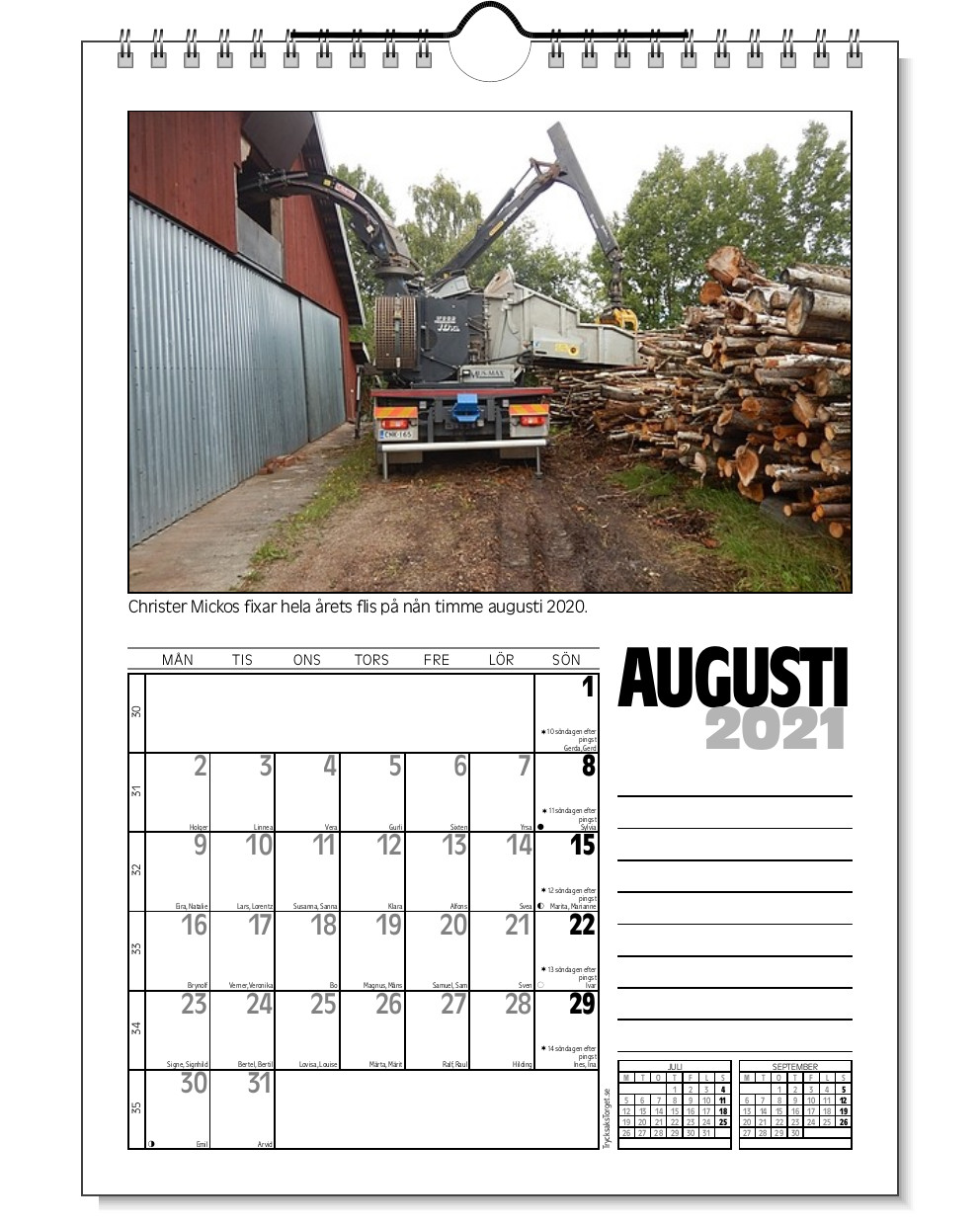







Kanske jag var lite obetänksam då jag lovade förklara skillnaden mellan knyck- och kontinuerlig matning på ramsågar. Här ändå ett försök.
I båda systemen låg stockarna på tandade valsar, knappt 15 cm i diameter, som drog stockarna framåt. Ovanifrån var stockarna belastade med ställbara, ganska tunga men släta valsar som saknade drivning.
Knyckmatningen hade ett finurligt system som gjorde, att då ramen gick uppåt stod drivvalsarna stilla, och då ramen under arbetsskedet gick nedåt roterade drivvalsarna och flyttade stocken framåt. Framdrivningshastigheten var ställbar genom att man kunde reglera hur mycket valsarna roterade under varje knyck. Om man t.ex. sågade 2×4 tums ”battingar” ur små stockar kunde man ha en hög hastighet och om man åter sågade bräder ur en större stock fick man nöja sig med en mindre. Som mest kunde man ha 7 bett i ramen och fick då 6 st. bräder eller t.ex. 2 plankor och 4 bräder.
I den kontinuerliga matningen roterade drivvalsarna hela tiden och tryckte stockarna mot betten. Rotationshastigheten var också här reglerbar. Rafael hade därtill byggt ett system med kugghjul och kedjor så, att också den övre, bakre valsen var tandad och hade framdrivning. Jag lämnar här bort den tekniska beskrivningen av vardera systemet, men helt enkla var de inte.
Vardera systemet hade sina för- och nackdelar. Den kontinuerliga matningen var kanske oftast effektivare då den mer eller mindre tvingade stocken framåt. Knyckmatningen uppvisade (i sina bästa stunder) en slags ”elegans”, då den kontinuerliga mera litade på rå styrka.
Ambergs såg hade också knyckmatning. Lennart Amberg konstruerade själv kontinuerlig matning på sin såg men bytte tillbaka till knyckmatning som han tyckte fungerade bättre. Kanske t.ex. sågbetten borde vara lite olika vässta för att få maximal effekt i vardera systemet. Jag vet inte, och frågeställningen är knappast längre aktuell.
I båda systemen gick ramen upp och ner ca 4 ggr per sekund (om jag räknade rätt). I knyckmatnin-gen kunde ögat ändå tydligt urskilja att rörelsen skedde i små knyckar. Remskivan på sågen var ca 1 meter i diameter och med avsikt gjord tung av gjutjärn. Dessutom fanns på vevaxeln tunga gjutna svänghjul. Då axeln roterade ca 280varv/min, så balanserade svänghjulen effektivt upp ramens upp- och nedåtgående rörelser, (ca 40 cm) och utan belastning gick sågen nästan ljudlöst och utan vibrationer.
Man blir lite nostalgisk då man tänker tillbaka till tiderna då bl.a. de här sågarna var i användning.
Man påminns om den livliga företagsamhet, heltäckande service (skola, butik, mejeri, bank, post, 8 bussturer per dag mm. mm.) och den starka framtidstro som då rådde i byn. Då fanns över 500 invånare i byn, nu under 250.
Bengt Antas